Настройка параметров ПЛК для прессования меламина SHUNHAO --- регулировка расстояния подъема и замедления после закрытия пресс-формы
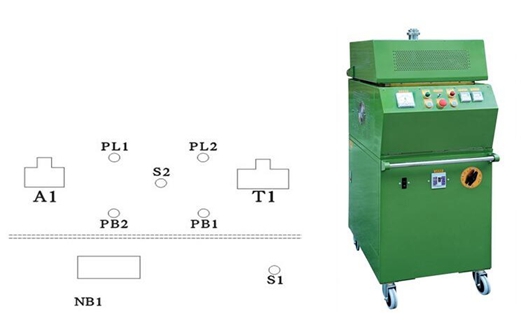
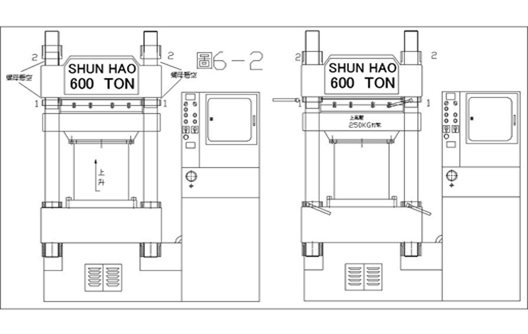
Производство столовой посуды из меламина — это, казалось бы, сложный производственный процесс, потому что кажется, что нужно регулировать множество параметров. Однако, как только вы начнете в течение нескольких месяцев, вы можете суммировать несколько важных параметров. 1. Отрегулируйте расстояние подъема и медленного поворота, прежде чем закрыть форму. 2. Отрегулируйте время формования в соответствии с размером продукта. 3. Отрегулируйте температуру в зависимости от сырья. 4. Регулировка расстояния выхлопа, ожидания выхлопа и времени выхлопа. 5. Регулировка времени деколи (почти то же самое, только доработано). 6. Регулировка времени глазирования порошка (почти то же самое, только доработано). Сегодня фабрика Shunhao подробно представит первый пункт: перед закрытием формы регулировка расстояния подъема и замедления должна быть отрегулирована на ходовой плите машины (см. Рисунок ниже). Кнопку подъема и замедления можно регулировать вверх и вниз, а за ней находится датчик приближения. Эта кнопка находится рядом с датчиком, а индикатор горит, указывая на то, что положение начинает работать от быстрого к медленному. Когда рабочий закончит размещать сырье, нажмите кнопку формования (ОТВЕРДЕНИЕ) машины, и машина начнет быстро подниматься, чтобы закрыть форму. Поэтому отрегулируйте кнопку, чтобы решить, когда переключаться с быстрого на медленное. Для того, чтобы помочь клиентам узнать более четко, пожалуйста, прочитайте следующие детали. Для изготовления тарелок Сырье работает быстрее в пластинчатой форме, тогда кнопка для увеличения и уменьшения скорости может быть отрегулирована вниз, чтобы закрыть форму как можно скорее. Для изготовления глубокой чаши Сырью требуется больше времени, чтобы заполнить всю полость формы глубокой чаши, затем форму необходимо закрыть медленно, а форму следует полностью закрыть, когда сырье заполнит всю полость. Если форма была полностью закрыта до того, как сырье заполнило форму, тогда возникает проблема: манометр давления масла показывает, что давление продолжает падать, хотя форма полностью закрыта. Таким образом, эти кнопки на пластине хода с правой стороны машины очень полезны. Мы можем точно настроить действие, чтобы машина и пресс-форма идеально совпадали, что также является преимуществом продления срока службы машины. Мы надеемся, что эта статья будет вам полезна. Пожалуйста, продолжайте поддерживать Shunhao Machine and Mold Factory !...